|
handschellenforum.de
Das Forum rund um Handschellen
|
| Vorheriges Thema anzeigen :: Nächstes Thema anzeigen |
| Autor |
Nachricht |
Andy58

Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
 Verfasst am: So Jul 17, 2011 10:50 am Titel: HS105 Prodiktion dritter Teil Verfasst am: So Jul 17, 2011 10:50 am Titel: HS105 Prodiktion dritter Teil |
 |
|
Hallo,
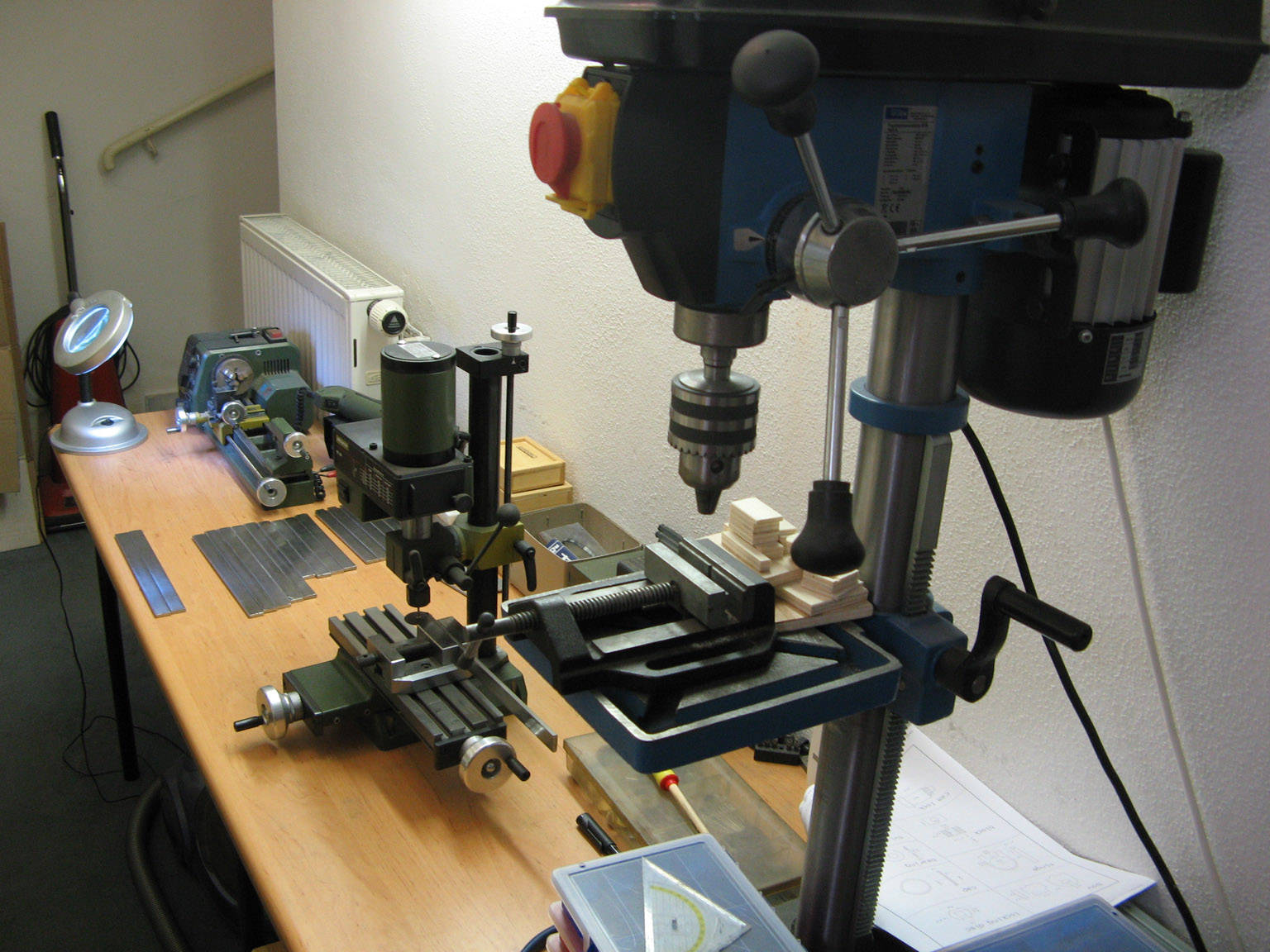
diesmal kein "Making Of", denn es gibt gegenüber den vorherigen Bauphasen kaum Unterschiede. Eher ein kurzer Bericht, daß die neue Auflage in Arbeit ist. Allerdings hat die Manufaktur jetzt einen neuen Werkstattraum, zwar klein, aber man kann dort arbeiten:

(1536 x 1152, 260 KB)
Ebenfalls neu ist die Fräse, die alte hatte irgandwann mit Motorschaden den Geist aufgegeben. Immerhin hatte sie die Herstellung von 24 einzelnen Edelstahlschellen (entsprechend 12 Paar, bei Kombinationen entsprechend), einem Prototyp und diversen Schloßumbauten (meistens in Cutoff-Versionen) überlebt. Fast schon erstaunlich, da die alte Fräse nur einen hochtourigen Motor mit elektronischer Regelung und entsprechend wenig Drehmoment hatte. Die neue hat ein Riemengetriebe, mit dem man die Drehzahl wechseln kann, entsprechend hoch ist dann auch das Drehmoment. Ebenso kann man auch Fräser mit größerem Schaftdurchmesser einspannen, die dann meistens auch in besserer Qualität zu bekommen sind.

(1536 x 1152, 294 KB)
Momentan schlitze ich die Absätze für die Scharniere in die Enden der Bügel, die noch nicht gebogen sind. Das muß ich leider mit einer filigranen Trennscheibe machen, mit Fräser müßte ich das Werkstück zwischendurch umspannen und werde dadurch deutlich ungenauer.
Hier die meisten anderen Teile, zum größten Teil vorgefertigt, jedoch von mir entgratet und blank geschliffen, vor allem die später sichtbaren Teile haben damit auch viel Arbeit gemacht.

(1536 x 1152, 283 KB)
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur  |
|
| Nach oben |
|
 |
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Di Jul 19, 2011 5:25 pm Titel: |
|
|
Hallo,
es ist zum Mäusemelken: Die Drehwirbel aus dem Yachtbedarf sind überall ausverkauft! Bei meiner damaligen Quelle funktioniert schon seit Wochen der Internetshop nicht mehr, aber der will sich nach meiner Emailanfrage wenigstens noch mal melden.
Ein Laden hatte die im Onlineshop, aber das Bezahlen online funktionierte nicht. Nach einem Anruf dort habe ich dann überwiesen, einen Tag später die Bestätigung bekommen, daß die Ware in 4-5 Tagen rausgeht. Gestern die Nachricht, daß der Artikel nicht lieferbar ist, Geld wird zurück überwiesen...
Ein weiterer Laden hat eine Website, aber keinen Onlineshop, auf Anfrage erhielt ich nur die Antwort "nicht lieferbar, wahrscheinlich auf längere Zeit". Und sooo viele Läden gibt es leider nicht, die diese Teile im Sortiment haben. Es sind ESS Augterminals für 4mm Drahtseil, Außendurchmesser des Schaftes ca. 7.5mm. Die Augterminals sind aus Edelstahl. Einen Onlineshop habe ich noch, der verlangt aber mehr als das doppelte und ich weiß nicht, ob der auch liefern kann...
Ansonsten bleibt evtl. nur noch das Ausland, in GB habe ich die auch gesehen, aber noch nicht weiter beachtet. Habe ich den Markt mit der letzten Bestellung soooo leer gekauft, daß die mit der Neuproduktion nicht mehr nachkommen? Natürlich könnte man die Teile in ähnlicher Form auch selber herstellen, aber das würde wohl 1-2 Monate extra kosten. Oder ich lasse die fremd fertigen, dann wird es teurer, das will ich aber nicht.
Mal sehen, ob von den verbleibenden Läden noch einer liefern kann...
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
thf112

Anmeldungsdatum: 19.02.2007
Beiträge: 209
Wohnort: NRW
|
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Mi Jul 20, 2011 4:33 pm Titel: |
|
|
Hallo,
die Firma ist einer der Kandidaten, aber es ist nicht der Artikel. Es sind Augterminals hier
Daraus mache ich dann die Drehwirbel, die in den Schellen drehbar gelagert sind und entweder vom Verbindungsring oder von der Kette verbunden werden.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
unknown42

Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Mi Jul 20, 2011 7:43 pm Titel: |
|
|
Hi auch,
wie wäre es alternativ mit:
Gelenkköpfe GT-R DIN 12240-4, K, Edelstahl rostfrei, wartungsfrei, Innengewinde , z. b.: hier
Durch den Schlüsselansatz als "Verdickungsnöppel" kannst Du dir ggf. sogar das Abdrehen sparen. Aternativ wäre auch noch eine verklebte Schraube möglich.
Viele Grüße
unknown42
_________________
_____________
..wie jetzt? |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Do Jul 21, 2011 5:28 pm Titel: |
|
|
Hallo,
inzwischen habe ich noch einen Shop aufgetrieben, bei dem ich die Teile online bestellen und bezahlen konnte. Im Laufe des heutigen Tages kamen dann zwei Emails, die eine Änderung des Bestellstatus anzeigten: zuerst "in Bearbeitung" und dann "verschickt". Jetzt darf das nur nicht noch bei der Post verloren gehen  Die sind zwar etwas teurer als bei den ursprünglichen Läden, der Unterschied ist aber noch nicht soooo groß. Am Endpreis wird das jedenfalls nichts ändern Die sind zwar etwas teurer als bei den ursprünglichen Läden, der Unterschied ist aber noch nicht soooo groß. Am Endpreis wird das jedenfalls nichts ändern
Die Gelenkköpfe von Maedler sind doch schon etwas zu weit von der gewünschten Form und Aufmachung entfernt. Das Innengewinde reicht bis fast ans Ende des Schaftes, so daß ich den nicht mehr auf der Drehbank bearbeiten kann, z.B. eine Nut hineindrehen. Es ist einfach zuwenig Material dafür da, auch dürfte die Festigkeit des hohlen Schaftes geringer sein. Also müßte ich M8-Schrauben einsetzen, die nur zum Teil ein Gewinde haben und sonst außen glatt sind. Der glatte Teil bleibt draußen und dort kann die Nut reingedreht werden, ebenso kann der Teil auf den gewünschten Außendurchmesser von ca. 7.5-7.8mm gedreht werden. Aber bei M8 ist der Gelenkkopf schon sehr groß, kann auch kaum gekürzt werden. Außerdem ist irgendwie noch ein Kugel- oder Gleitlager im Kopf drin, das brauche ich nun wirklich nicht, ist eher hinderlich. Das Teil könnte deshalb auch deutlich teurer als so ein Augterminal sein. Solange ich die Augterminals doch noch bekomme, brauche ich noch nicht auf die Gelenkköpfe zurückzugreifen.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Sa Jul 23, 2011 10:08 pm Titel: |
|
|
Hallo,
vielleicht erinnert man sich an die Anfangsprobleme beim Bohren dünner und tiefer Löcher in Edelstahl, es steht in den ersten Making Ofs. Erst mit Spezialbohrern, Bohröl und der alten, kleinen Fräse war es überhaupt möglich, 2mm Löcher durch 14mm Material zu bohren. Allerdings reichte ein Bohrer nur für ca. 3-4 Löcher, dann war er stumpf.
Ich dachte, daß die Bohrer selber sich so stark abnutzen, bis ich heute wieder Löcher für die neuen Schellen gebohrt habe. Diesmal benutzte ich die neue Fräse, die auch als Präzisionsbohrständer benutzbar ist (ist vom Hersteller sogar vorgesehen), hier konnte ich auch eine kleinere Drehzahl bei größerem Drehmoment einstellen, das ging bei der alten nicht. Das hatt ganzh deutliche Auswirkungen: Heute konnte ich alle Löcher in alle 20 Bügel (2mm Durchmesser,durch 14mm Material) und alle 20 Scharniere (2mm Durchmesser, je zweimal 5.5mm Material) bohren, das ging erstaunlich flott. Zahl der verbrauchten Bohrer: einer - und der ist noch immer nicht stumpf, ich könnte damit noch weitere Löcher bohren. Vor allem konnte ich die Löcher diesmal auch noch genauer plazieren, der Bohrer lief kaum seitlich beim Anbohren weg.
Zum Bohren in Edelstahl braucht man also einen möglichst präzisen Bohrständer, speziell für Edelstahl geegnete Bohrer (die "Bohrer speziell für Edelstahl" aus dem Baumarkt sind nicht geeignet), Bohröl, eine relativ kleine Drehzahl (in meinem Fall ca. 500U/min) und ausreichendes Drehmoment. Von Hand in Edelstahl bohren kann man fast komplett vergessen, evtl. klappt das noch bei dünnem Blech, z.B. bei einer Spüle...
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
a.pst

Anmeldungsdatum: 30.04.2009
Beiträge: 606
Wohnort: bayern
|
| Verfasst am: So Jul 24, 2011 2:24 pm Titel: |
|
|
| Andy58 hat folgendes geschrieben: | Hallo,
vielleicht erinnert man sich an die Anfangsprobleme beim Bohren dünner und tiefer Löcher in Edelstahl, es steht in den ersten Making Ofs. Erst mit Spezialbohrern, Bohröl und der alten, kleinen Fräse war es überhaupt möglich, 2mm Löcher durch 14mm Material zu bohren. Allerdings reichte ein Bohrer nur für ca. 3-4 Löcher, dann war er stumpf.
Ich dachte, daß die Bohrer selber sich so stark abnutzen, bis ich heute wieder Löcher für die neuen Schellen gebohrt habe. Diesmal benutzte ich die neue Fräse, die auch als Präzisionsbohrständer benutzbar ist (ist vom Hersteller sogar vorgesehen), hier konnte ich auch eine kleinere Drehzahl bei größerem Drehmoment einstellen, das ging bei der alten nicht. Das hatt ganzh deutliche Auswirkungen: Heute konnte ich alle Löcher in alle 20 Bügel (2mm Durchmesser,durch 14mm Material) und alle 20 Scharniere (2mm Durchmesser, je zweimal 5.5mm Material) bohren, das ging erstaunlich flott. Zahl der verbrauchten Bohrer: einer - und der ist noch immer nicht stumpf, ich könnte damit noch weitere Löcher bohren. Vor allem konnte ich die Löcher diesmal auch noch genauer plazieren, der Bohrer lief kaum seitlich beim Anbohren weg.
Zum Bohren in Edelstahl braucht man also einen möglichst präzisen Bohrständer, speziell für Edelstahl geegnete Bohrer (die "Bohrer speziell für Edelstahl" aus dem Baumarkt sind nicht geeignet), Bohröl, eine relativ kleine Drehzahl (in meinem Fall ca. 500U/min) und ausreichendes Drehmoment. Von Hand in Edelstahl bohren kann man fast komplett vergessen, evtl. klappt das noch bei dünnem Blech, z.B. bei einer Spüle... |
das ist plausibel, denn der bohrer ist gehärtet und wenn die temperatur eine gewisse höhe übersteigt, geht die härtung zum teufel.
_________________
enfant terrible |
|
| Nach oben |
|
|
mike.muc

Anmeldungsdatum: 06.03.2006
Beiträge: 1929
Wohnort: München
|
| Verfasst am: Mo Jul 25, 2011 2:21 pm Titel: |
|
|
| Andy58 hat folgendes geschrieben: | | Zum Bohren in Edelstahl braucht man also ...speziell für Edelstahl geegnete Bohrer (die "Bohrer speziell für Edelstahl" aus dem Baumarkt sind nicht geeignet) ... |
Wo bekommt man denn so einen Bohrer her?
Und: Was ist das für ein Schwachfug, Bohrer "speziell für Edelstahl" zu nennen wenn das gar nicht stimmt?
Was zur nächsten Frage führt: Woran erkennt man einen Bohrer, der nicht nur "speziell für Edelstahl" sondern *wirklich* geeignet ist?
_________________
Probier' umtudenken! |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Mo Jul 25, 2011 5:28 pm Titel: |
|
|
Hallo,
die Bohrer gibt es z.B. bei Multipick, es sind Kobaltbohrer mit Kreuzanschliff. Nicht nur für Tresore, sondern auch für Edelstahl, CrNi-Stahl und sonstige diverse Legierungen.
Mit den "Edelstahlbohrern" aus dem Baumarkt kann man wahrscheinlich noch Löcher in einer Spüle bohren (gelang mir früher auch, als ich beim Umzug die Spüle montierte und dort auch den Wasserhahn einsetzte). Aber in massiven Edelstahl, der dicker als der Bohrdurchmesser ist, kommt man damit nicht rein oder man riskiert, daß er im Loch abbricht. Ich vermute, daß der normale Bohrerschliff ungünstig für Edelstahl ist.
Fräsen geht mit der neuen Fräse auch in Edelstahl erstaunlich gut, die Öffnungen im Schloßkörper, in die der Bügel hineinschwenkt, mußte ich bisher immer sehr zeitraubend mit Dremeltrennscheiben schleifen, eine Naht sogar immer freihand. Jetzt kann ich die Öffnung komplett normal ausfräsen, das Ergebnis ist nicht nur üräziser, sondern auch schneller fertig. Die jetzigen Fräser sind auch größer mit 6mm-Schaft und nicht die kleinen Dremelfräser mit 2.6mm-Schaft, vor allem überstehen sie auch eine Bearbeitung von Edelstahl. Noch weiß ich aber nicht, wie lange, evtl. werde ich noch einen nachkaufen müssen, mit etwas Glück aber auch nicht.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
dancingcane
Anmeldungsdatum: 11.05.2007
Beiträge: 3452
Wohnort: ca. 65km vor den Toren Hamburgs
|
| Verfasst am: Mo Jul 25, 2011 8:08 pm Titel: |
|
|
Es hört sich an als ob die neuen Teile nicht nur "etwas" teurer werden als die Vorgänger, oder täusche ich mich da?
_________________
Geborener Hamburger, was sonst!!
Herr Doktor, ich bin pervers, ich sammel Handschellen!! 
UT 11-18+19+23
1. Knastbus UT 2015 |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Mo Jul 25, 2011 8:48 pm Titel: |
|
|
Hallo,
von den "Verschleißteilen" wie Bohrer, Fräser, Trennscheiben usw. nicht. Ich habe diesmal nur einen einzigen 2mm Bohrer gebraucht, für die letzten 10 Paar waren das fast 10 Stück. Statt des großen Fräsers gingen früher fast dutzende kleine Minifräser drauf und die verbrauchten Minitrennscheiben habe ich nicht gezählt. auch das sind eher weniger geworden. Dafür werde ich von den größeren Fräsern wohl 3-4 Stück brauchen. Die Zukaufteile wie z.B. die Augterminals gab es schon immer. Die Anschaffung der neuen Fräse selbst kann man nicht direkt dazu rechnen, die kann ich auch noch anders verwenden.
Übrigens habe ich inzwischen Augterminals für die Drehwirbel bekommen, die Form ist geringfügig anders, aber genausogut verwendbar. Nur die Optik ist minimal anders. Die originalen ESS-Augterminals sind momantan offensichtlich überall ausverkauft.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Di Dez 06, 2011 12:56 pm Titel: |
|
|
Hallo,
endlich ist es geschafft, der Rest der Lieferung ist fertig:

(768 x 331, 40 KB)
Es fehlten noch drei Paar Fußschellen HS205 und eine Kombination Belly Chain mit Fußschellen HS325. Auch die Kästen sind inzwischen fertig, ich mußte doch noch einmal zum Baumarkt, weil ich keine 20mm*20mm Holzleiste mehr übrig hatte... Die Kombination HS325 ist mit den Ketten so umfangreich, daß es für den Kasten keine Trennwand gibt, sie füllt den Kasten so schon fast komplett aus.
Hier die HS325 alleine, es ist die erste dieser Art und das erste Mal, daß ein Kunde die Seriennummer 1 bekommt.

(768 x 576, 119 KB)
zur HS325 gehört auch das gleichschließende Vorhängeschloß. Die einzelne Kette mit Ringen gehört zu den Fußschellen und Handschellen, damit man die bei Bedarf mit Vorhängeschlössern zu einer normalen Kombi vereinigen kann. Deshalb hat das dazugehörende Fußschellenpaar ebenfalls ein dazu gleichschließendes Vorhängeschloß, ebenso wurde eins zu den schon ausgelieferten Handschellen mitgeliefert. Die HS325 Kombination ist natürlich schön symmetrisch gemacht, richtig herum angelegt (Kettenende mit Ring der Belly Chain auf der rechten Seite) ist keine Kette verdreht und die Verbindungskette Belly Chain zu Fußschellen ist schön mittig angeordnet.
Morgen gehen die Schellen dann mit der Post heraus, so kommen die hoffentlich wenigstens noch vor Weihnachten an...
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
DS-Stahl

Anmeldungsdatum: 10.05.2005
Beiträge: 1078
Wohnort: München
|
| Verfasst am: Di Dez 06, 2011 8:44 pm Titel: |
|
|
Hallo Andy,
wow da warst du ja wieder richtig fleissig
Gruß
DS-Stahl |
|
| Nach oben |
|
|
|
|
Du kannst keine Beiträge in dieses Forum schreiben.
Du kannst auf Beiträge in diesem Forum nicht antworten.
Du kannst deine Beiträge in diesem Forum nicht bearbeiten.
Du kannst deine Beiträge in diesem Forum nicht löschen.
Du kannst an Umfragen in diesem Forum nicht mitmachen.
|
|