|
handschellenforum.de
Das Forum rund um Handschellen
|
| Vorheriges Thema anzeigen :: Nächstes Thema anzeigen |
| Autor |
Nachricht |
unknown42

Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
 Verfasst am: Mi Jan 03, 2007 8:37 am Titel: Verfasst am: Mi Jan 03, 2007 8:37 am Titel: |
 |
|
| Klaus hat folgendes geschrieben: |
...hier ein bisschen Nachschub an torfgefiltertem Wasser.
Klaus |
Hi auch,
ein schönes 2007 -- aber das neue Jahr wirft gleich eine Frage auf?
Wir um Himmels Willen geniest man auf Pixelebene reduzierte Pappkartonhülsen  *gruebel* *gruebel* 
Viele Grüße
unknown42
P.S.: Ein Baubericht wird folgen, wobei der gute unimuc natürlich schon einiges, z. b. dass mit dem Herrn Watt, messerscharf kombiniert hat - und natürlich kann man mit Aluminium nicht Silvester-Bleigießen, wie soll datt denn funktionieren??????
Silvesteralugießen ginge wohl schon, ich würde aber bei Schmelze mit 730°C und Wasser eine "gewisse" Vorsicht walten lassen......nix für Kinners |
|
| Nach oben |
|
 |
Klaus

Anmeldungsdatum: 30.06.2004
Beiträge: 968
Wohnort: alte Vulkanschlote in der Nähe
|
| Verfasst am: Mi Jan 03, 2007 7:24 pm Titel: |
|
|
| unknown42 hat folgendes geschrieben: | | ein schönes 2007 |
Danke gleichfalls | Zitat: | -- aber das neue Jahr wirft gleich eine Frage auf?
Wir um Himmels Willen geniest man auf Pixelebene reduzierte Pappkartonhülsen *gruebel* |
Das ist doch nur Schutzverpackung gegens Verdunsten
Haste ja selbst von dem Problem berichtet...
| Zitat: |
Silvesteralugießen ginge wohl schon, ich würde aber bei Schmelze mit 730°C und Wasser eine "gewisse" Vorsicht walten lassen......nix für Kinners |
Erste Frage: wie warmbekommen? Ein normaler Backofen gibt das nicht her.
Zweite Frage: wie haste die Haut vom Alu weggekriegt. Ich habe mal dran rumgespielt mit Aluschnitzen, die waren zwar innendrin geschmolzen, aber die Huelle drumrum hat dichtgehalten.
Dritte Frage: haelt der Gips das aus, ich erinnere mich daran, dass mein Stinogips nach den Temperaturen eher etas broeselig war, ich tippe dabei auf Kristallwasser, dem es da teilweise zu warm wurde.
Vierte Frage: Warum ist die Oberflaeche bei Dir so poroes.
Vielleicht kannsteja die Fragen beim Aufschrieb beruecksichtigen
Gruesse Klaus |
|
| Nach oben |
|
|
Andy58

Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Mi Jan 03, 2007 10:53 pm Titel: |
|
|
Hallo,
auch von mir: Hut ab!
Wir sind ja vollkommen verschiedene Wege beim Eigenbau gegangen. Ich verarbeite sog. Halbzeug (Rohre, Flachstahl, Rundstahl, Profile) und forme mir das zurecht (biegen, drehen, fräsen, usw.) und schwinge die Schweißelektrode, Du hast stattdessen gleich eine Gießerei eingerichtet 
Solche Gußteile wären für mich völlig außer Reichweite, Gußtechniken kann ich in meiner Wohnung unmöglich realisieren. Interessant finde ich das Vorhaben mit dem Eloxieren, geht ja nicht bei Stahl. Und Aluminium ist für meinen Geschmack etwas zu leicht... Trotzdem, etwas im Stil einer DDR-Modell1-Handschelle wäre auch nicht uninteressant - natürlich mit etwas "besseren" Schlössern. Manche Leute wissen sicher schon, an welche ich da denke 
Stattdessen werde ich die Möglichkeiten ausloten, Edelstahl schweißen zu können. Man kann ihn auch mit normalen Elektroden verschweißen, dann ist die Schweißstelle aber stark korrosionsgefährdet. Ich werde mal Edelstahlelektroden probieren (ohne zusätzliches Schutzgas), müßte eigentlich etwas besser werden. Es muß ja nicht völlig rostfrei werden, sondern nur bei normalem Raumklima nicht gleich losrosten. Außerdem habe ich ein paar Ideen, wie ich die Einzelteile mit weniger Aufwand herstellen kann, die Gesamtkonstruktion bleibt aber unverändert, ich will nicht wie z.B. Yuil Qualität der einfacheren Fertigung opfern. Außerdem habe ich weitere Kontruktionspläne begonnen. Die nächste Bestellung bei Abloy wird jedenfalls bald herausgehen...
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Do Jan 04, 2007 8:11 pm Titel: |
|
|
Ein kurzer Baubericht.....
.....kann sein, dass ich mal abbrechen muss, Fortsetzung folgt dann....
Die Idee:
Massiv und passgenau sollte es sein. Und eher schmücken als fesseln. Mit meinen technischen Möglichkeiten scheidet für dickere Werkstoffe sowohl Rundrollen als auch aus dem vollen Fräsen aus, Schmieden ebenso.
Dann kam der Gedanke "wieso eigentlich nicht gießen?". Für den ersten Versuch viel die Wahl auf Aluminium, da die Schmelztemperatur um 650°C (diesmal mit meinen technischen Möglichkeiten) kein Problem darstellt - also wurde recherchiert und gegrübelt (das war Phase 1).
Phase 2: ein Urmodell aus Wachs hergestellt:

Erkennbar als "Knubel" ist der Gießer (spätere Eingussöffnung), zwei dünne Entlüftungslöcher bzw. Steiger wurden dann noch angebracht.
Phase 3: Abguss/Vollständige Einbettung in Gips

keine weiteren Problem: Form außenrum, dünne Lage Gips und unteres Drittel eingebettet, kurz gewartet bis angezogen, Rest verfüllt (Wachs hat eine geringe Dichte als Gips, bei "Alles auf einmal" schwimmt das Urmodell sonst auf)
Phase 4: Trocknen der Form, Ausschmelzen (und Ausglühen des Wachses)
suboptimal - das verwendete Wachs ist zwar ein "Künstler"wachs, aber kein spezielles, welches nahezu rückstandsfrei verascht werden kann. Beim Ausschmelzen zieht ein Teil in den Gips ein, und irgendeine Komponente bleibt auch an der Oberfläche zurück. Außerdem braucht es einen Schmelzpunkt um 150°C, eigentlich schon einen Tick zuviel....
Einschub für Klaus: Gips = CaSO4 * 2 H2O
Irgendwann laufen zwei Entwässerungsreaktion ab, einmal bei ca. 130 - 150°C die Abgabe von Wassermolekülen zum "Halbhydrat" (* 1/2 H2O), dann endgültig bei ca. 450°C der Mineralphasenübergang zum Anhydrit (wie der Name sagt: nix mehr Wasser). Insbesondere hiermit ist eine deutliche Volumenreduzuierung verbunden....
Nachdem ich das Wachs größtenteils ausgeschmolzen hatte, habe ich dann Versuchsweise doch bei ca. 420°C weiter ausgedamft/ausgebrennt. Ist allerdings noch etwas zu kühl für eine quantitative Vernichtung der Organik, und trotzdem hat die Gipsform Risse bekommen, deshalb wurde das Ganze dann abgebrochen, solange die Form noch zusammenhielt.
Fazit: entweder anderes Formmaterial (Keramik, Feuerfest-Mörtel), oder eine mehrteilige Gipsform mit entnommenem Wachsmodell.
Phase 5: Schmelzen und Gießen
Jo, der Werkstoff war Baumarkt-Aluminium (10 mm-Stange). Eigentlich auch Mist, weil es sich hierbei um eine sog. Knetlegierung handelt. Es gibt auch spezielle Gusslegierungen, allerdings konnte ich kurzfristig keine Beschaffen (Wollte nicht das Getriebegehäuse von meinem Fahrzeug zerflexen). Die Schmelzpunkte der unterschiedlichen Legierungstypen sind zwar ähnlich, aber die Gusslegierungen haben halt die besseren rheologisch u.s.w. Eigenschaften. Dafür lässt sich eine Knetlegierung i.d.R. hinterher wesentlich besser eloxieren + färben, was ja als Schritte 7 bis 10, wie unimuc erraten hatte, eigentlich geplant war......
....viel Wissenswertes gibt es hierzu bei www.alu-scout.de
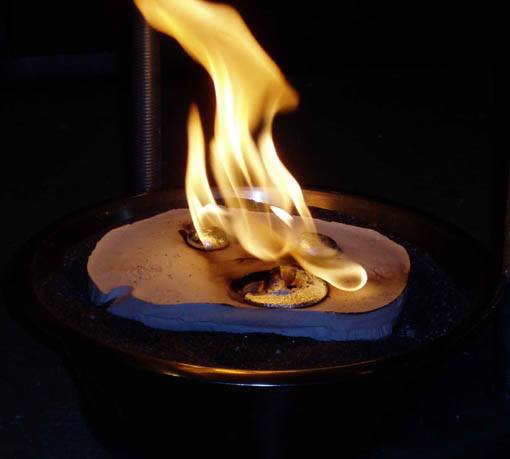
Der Guss - das große Problem ist das Restwachs in der Form, das verdampft sofort, dadurch bläht sich die Schmelze mal kurz auf, die Formfüllung wird nicht optimal und die Oberfläche ist dahin - dafür brennt es hübsch schön aus dem Eingießer.....
nochmals @Klaus:
730°C ist doch kein Problem, einfach den Drehkopf dahin drehen....*ggg* - Das Ding geht übrigens bis 1160°C, irgendwie spukt mir der Begriff "Bronze" im Kopf rum (Liquidus +/- 1000°C, Gießtemperatur typisch 1100°C) - war mir aber für den Erstversuch zu heiß *ts-ts*
unn nochmals Klaus:
Bei den frisch abgesägten Stücken des Stangenmaterials schmilzt alles schön raus, die Al2O3-Hüllen liegen dann wie leere, leicht glühende Schlangenhäute auf oder unter der Schmelze, mit einer Stahlspatel läßt sich diese Schlacke leicht abschöpfen.

das ist die Schlacke mit den "Hüllenresten"
So, und so sah dann die Entformung aus:

Die Oberfläche kommt eben von den Wachsresten in der Form, bzw. von deren schlagartiger Verdampfung, anderseits finde ich sie auch ganz interessant, deshalb wurde nur die Innenseite nachgefeilt und ausgeschliffen.
Jetzt erstmal break |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Do Jan 04, 2007 10:23 pm Titel: |
|
|
schnelle, kurze, hektische Fortsetzung:
Phase 6 - mechanische Bearbeitung
so sah der Rohling dann aus:

Das Schloss liegt an der richtigen Stelle. Das "U" vom Schloss wurde entfernt (d. h. konkret dremelnderweise wurde nur der "krumme" Teil abgetrennt, nicht das gesamte Bauteil aus dem Schloss entfernt), dann stehen 2 Stifte von ca. 15 mm heraus. Einer (die Drehseite) immer noch im Schloss, die andere Seite nach dem Aufschliesen gänzlich lose.
Also dann:
-- Innenbereich nachfeilen und schleifen
-- Schlossauschnitt sägen und feilen
-- Bohrung für das spätere Drehgelenk reingebohrt (bis ca. 5 mm vor das andere Ende)
-- Gelenkseite zigge-zagge durchgesägt
-- Scharnierstift rein
-- Schlossbohrungen gesetzt
jetzt wären eigentlich Phasen 7 - 10, aber es folgt gleich Phase 11 (Endmontage)
-- Schloss rein
-- Querarretierungsstift gesetzt
-- ferdichhhhh --- insgesamt ca. 7 h reine Arbeitszeit für die Metallbearbeitung, davon viel für das Aufsägen und Nachfeilen


Sowohl die Schlossstifte als auch das Drehgelenk sind beim Prototypen nur eingeharzt, eigentlich sind Querbohrungen mit einem M3-Gewinde und Madenschrauben zur Sicherung vorgesehen (im geschlossenen Zustand nicht sichtbar oder schraubbar). Aber eine Klebung mit Epoxidharz auf entfetteten und angerauhten Oberflächen mit geringen Spalten halt für die schmückende Anwendung hinreichend gut.
So, Nachtrag zu 7 bis 10 - auf besonderen Wunsch von Herrn U. ein link: Eloxieren für den Hausgebrauch
-- hätte eigentlich funktionieren sollen.
Bis dann zu den nächsten Fragen
unknown42 |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Fr Jan 05, 2007 2:27 am Titel: |
|
|
Hallo,
wirklich interessante Dokumentation! Es gibt auch ein paar Fotos von der Entstehung meiner Andy HS104 (Abloy-Darbies), kann sein, daß Du die sogar auch beim Treffen beim Doc mit bekommen hast.
Ich bin mal gespannt, ob und mit welchem Erfolg Du das Eloxieren durchführen wirst. Wie ich aus der Beschreibung sehen konnte, ist das ähnlich aufwendig wie die Galvanisierung, an der ich mich versucht habe. Bei mir funktionierte nur die Tampongalvanisierung (mit Elektrolyt getränktem Schwamm zwischen Werkstück und Anode) und das relativ ungleichmäßig, die Galvanisierung im Elektrolytbad funktionierte so gut wie gar nicht. Allerdings hatte ich nicht den Aufwand mit den chemischen Vorbehandlungen getrieben.
Inzwischen habe ich Edelstahlhalbzeug und Schweißelektroden für Edelstahl bestellt (habe das Schweißgerät mit Drahtvorschub durch einen Inverter für normale Elektroden ersetzt). Geplant ist erstens eine "Andy HS104 V2A" (evtl. sogar weitere, wenn der Aufwand erträglich wird) und zweitens auch eine "Andy HS204 V2A". Um was es sich dabei handelt, kann jetzt erst einmal Stoff für Spekulationen geben, dürfte aber nicht allzu schwer zu erraten sein
Auch, wenn die Schweißstellen wahrscheinlich nicht mehr richtig rostfrei sein werden, ist das nicht so tragisch, da dort, wo Hautkontakt gegeben ist, keine Schweißstellen sein werden. Hautkontakt gibt es ausschließlich mit dem Edelstahl selbst.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Fr Jan 05, 2007 1:17 pm Titel: |
|
|
Hallo,
noch eine Frage: wofür steht eigentlich das Projekt "A-R"
Übrigens, einige Details sind etwas besser gelöst als bei der SM-Factory: Der Ring ist so dick, daß das Schloß nicht hervorsteht, bei der SM-Factory ist das Schloß etwas dicker als der Ring. Und Du hast wahrscheinlich das bessere Schloß genommen, die Burg-Wächter in Deiner gewählten Größe (ich habe wahrscheinlich ein gleiches mit normal kurzem Bügel, 4 Zuhaltungen) sind schwieriger zu picken als die Abus-Schlösser, die SM-Factory verbaut (3 Zuhaltungen). Ist aber eher im Fall einer Fremdbefreiung interessant, selbst picken ist im angelegten Zustand sehr schwierig, da eine Hand kaum mithelfen kann.
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
Doc Brown
Anmeldungsdatum: 08.06.2005
Beiträge: 2384
Wohnort: Bayern
|
| Verfasst am: Fr Jan 05, 2007 6:49 pm Titel: |
|
|
| Andy58 hat folgendes geschrieben: | Hallo,
noch eine Frage: wofür steht eigentlich das Projekt "A-R" |
In Anbetracht der für die Fertigung erforderlichen Menge bernsteinfarbener Flüssigkeit natürlich für:
Alcoholic - Restraints
Doc E Brown
_________________
Game over. |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Fr Jan 05, 2007 7:07 pm Titel: |
|
|
| Doc Brown hat folgendes geschrieben: |
Alcoholic - Restraints
Doc E Brown |
Oh Mann ehhh, die Bedeutung weis ich auch nicht mehr, weil halt Alcoholic
Entweder war es X'es-Ring (setze für "X" den Vornamen meiner Frau ein....)
oder
sollte es eigentlich ASR -- Alles Sinnloser Rotz lauten?
Ich glaube, es war Zweiteres. Ich habe dann aber (um Probleme mit dem Daimler-Chrysler-Konzern oder anderer Inhaber des Rechtes am Begriff ASR) das mittlere "S" gestrichen......
Viele Grüße
unknown42
___________
5 Tage war der Doc schon krank, jetzt spottet's wieder, Gott sei Dank !! |
|
| Nach oben |
|
|
Andy58
Anmeldungsdatum: 23.07.2006
Beiträge: 3626
Wohnort: München
|
| Verfasst am: Fr Jan 05, 2007 7:31 pm Titel: |
|
|
Hallo,
jetzt bin ich schlauer... Aber "sinnlosen Rotz" finde ich das keineswegs, für den "ersten Schuß" ist das Projekt doch gut gelungen. Ich hätte wahrscheinlich kein zusammenhängendes Teil aus der Gußform gekommen, wenn ich überhaupt Equipment (Schmelzofen für Alu bis über 700°) und Know-How (Was für Materialien braucht man eigentlich?) dafür hätte.
Mit Werkstoffkunde und Chemie habe ich nur wenig Erfahrung, dafür um so mehr für Schlosserarbeiten aus meinem Grundpraktikum (fing mit Feilen an, es folgte Bohren, Drehen, Fräsen, Hobeln, Löten, E- und Autogenschweißen, usw.). Das hat sich jetzt bei meinen Projekten doch sehr gut bezahlt gemacht (in den Bedienungsanleitungen der Drehbank, Fräse und des Schweißgerätes stand z.B. nichts über die eigentlichen Arbeitsgänge, sondern wirklich nur die Bedienung der Maschinen selbst). Schwieriger sieht es dann bei mir z.B. beim Oberflächenfinish aus, Eloxieren bei Alu würde ich mir nicht besser zutrauen als meine eher gescheiterten Galvanisierungsversuche. Meine Andy HS104 ist jedenfalls wieder ohne Nickelschicht...
Wenn die Entfernung unserer Wohnorte nicht so groß wäre, könnte man direkt über ein Gemeinschaftsprojekt nachdenken, z.B. einen modernen Nachfolger der DDR-Modell1 Handschelle (evtl. wahlweise mit Kette oder Gelenk).
_________________
Gruß
Andy
Leiter des Instituts für kulturhistorische Forschung, Fachbereich metallische Rückhalteeinrichtungen mit angeschlossener Manufaktur |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Fr Jan 05, 2007 8:34 pm Titel: |
|
|
| Andy58 hat folgendes geschrieben: | | aus meinem Grundpraktikum |
o.k., dann sollte ich das nächste Exemplar aus der Schmelze oder Lösung wachsen lassen.....
| Andy58 hat folgendes geschrieben: | | könnte man direkt über ein Gemeinschaftsprojekt nachdenken, |
Muss mal weiter experimentieren, habe voraussichtlich wieder über Weihnachten 2007 so ca. 2 - 4 freie Tage.....im Kopfe ist schon eine ganze modulare Produktfamilie gereift *ggg*
Nach der Konsultation meines Unternehmensberaterteams sollten dazu einige stepstones definiert werden. 
Na dann ....... *weitergruebelnderweise*
unknown42 |
|
| Nach oben |
|
|
Klaus
Anmeldungsdatum: 30.06.2004
Beiträge: 968
Wohnort: alte Vulkanschlote in der Nähe
|
| Verfasst am: Fr Jan 05, 2007 11:03 pm Titel: |
|
|
Hallo unknown42,
Danke vielmals fuer Deine Ausfuehrungen, beginnend mit dem Gips.
Das mit der Rissbildung hatte ich auch mal als Problem, mittendrin
in einer Art Tellerform beim probeweisen Anwaermen. Koennte
Kragenweite 400 Clesius gewesen sein. Hatte mir dann Formsand
aus ner Alugiesserei besorgt (wieviele Schaufeln haettens gern),
aber beim Erhitzen fing das dann zu Rauchen an, und das in einer
Umgebung mit potentiell empfindichen Geraeten...
...mein letzter Giessversuch im Vakuumofen fand dann mit
Schamottmoertel statt...und hinterher alles schoen brav sauberputzen 
Aber zum Wachs. Warum nicht Kerzenwachs, sagt der alte Kerzengiesser.
Immerhin weiss ich, dass das Wachs zu Dampfen anfaengt, wenn die
Kochplatte zu heiss ist, und wenn mir da die Stoechiometrie keinen Streich
spielt, koennte das bei solchen Temperaturen und Glueck komplett verdampfen.
Wuerde halt heissen, dass man die Form ggf. etwas laenger mal
auf kleiner Flamme koecheln lassen muesste. Und Kerzenwachs,
der grosse Granulatbeutel weiss gibt dann weiches Wachs her, welches
dann fix bis zum Rand schmilzt, normale Kerzen haben aussen
noch eine duenne Schicht, die sich laenger haelt, aber fuer eine
Form braeuchte es das ja eigentlich nicht.
Ach ja - an eine alte Sendung mit der Maus denkend - gibt es eigentlich
nicht speziellen Formgussgips? (oder wurde mausend mit Metallen von
Niederen Schmelzpunkten gewerkelt, schon paar Monate her  ). ).
Gruesse
Klaus |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Sa Jan 06, 2007 12:25 pm Titel: |
|
|
| Klaus hat folgendes geschrieben: | Hatte mir dann Formsand
aus ner Alugiesserei besorgt (wieviele Schaufeln haettens gern),
aber beim Erhitzen fing das dann zu Rauchen an, und das in einer
Umgebung mit potentiell empfindichen Geraeten...
...mein letzter Giessversuch im Vakuumofen fand dann mit
Schamottmoertel statt...und hinterher alles schoen brav sauberputzen |
So, so, und da tut der Klaus so unschuldig.....von wegen unn so Backofen..*ggg*
Der heutige Formsand ist teilweise ölgebunden - ideal in der Anwendung, da im Gegensatz zum Bentonit-gebundenen quasi keine Austrocknung oder Konsistenzänderung auftritt. Normalweise bracht man den ölgebundenen Formsand vor dem Gießen nicht trocknen, und beim Gießen selbst ist dann der kurzzeitige Qualm nicht zu verhindern. Der Raum sollte schon feuerfest sein und einen Abzug haben, oder halt an frischer Luft....
Der Teil des Formsandes, welcher nicht direkt am Gußobjekt "verbrennt", kann i. d. R. auch wiederverwendet werden. Für eine Sandgußform sollte das Urmodell aber eher kompakt, ohne enge Radien und keinesfalls hinterschnitten sein.
Das "Künstlerwachs" hat den Vorteil, dass es bei ca. 20°C recht steif aber splitterfrei schneidbar ist, und um 30°C wird es schon ideal handformbar. Kerzenwachs ist eigentlich bei Raumtemperaur recht spröde.
| Zitat: | Ach ja - an eine alte Sendung mit der Maus denkend - gibt es eigentlich
nicht speziellen Formgussgips?
|
Es gibt spezielle Gießgipse zum Abformen, diese sind sehr feinkörnig, habe ideal rheologische Eigenschaften und ein optimiertes Abbindeverhalten. Das Temperaturverhalten ist aber ähnlich.
Die Temperatur der Schmelze ist ohnehin nicht das Problem, die Gipsform ist in dem Falle eine Einwegform, und leichte Rissbildungen beim Guss erleichtern das Ausformen.
Ideal wären temperaturfeste Einbettungsmittel auf Phosphatbasis (im Gegensatz zum Sulfat beim Gips) und auch keramische, z. T. 2-K-Massen. Als zahntechnische Produkte in den für "Schmuckstücke" benötigten Mengen unbezahlbar, und aus der technischen Anwendung habe ich noch keine (online-) Kleinkunden-Bezugsquelle gefunden.....brauche derzeit noch keine ganze Palette...
Derzeit bin ich am überlegen, ob ich den nächsten Versuch in Ton (normalen Töpferton) oder Feuerfestmörtel bette (Ausbrennen des Wachses dann bei beiden kein Problem, ggf. Schrumpfung bei Tonbettung). Oder alternativ ein Holz-Urmodell baue und eine mehrteilige (ggf. mehrfach verwendbare) Kokille ebenfalls aus Feuerfestmörtel.
Idealer und heute üblich für den industriellen Feinguss mit verlorenen Wachsmodellen sind jedoch keramische Schlickermassen. Das Urmodell wird mehrfach, auch teilweise mit Zwischenbesandungen, getaucht, bis eine ausreichend dicke Hülle entsteht (einige mm bis cm) Diese Hülle wird dann gebrannt, damit also fest und wachsfrei.
Viele Grüße
unknown42 |
|
| Nach oben |
|
|
mike.muc

Anmeldungsdatum: 06.03.2006
Beiträge: 1929
Wohnort: München
|
| Verfasst am: Sa Jan 06, 2007 6:56 pm Titel: |
|
|
Jungs ... ich verstehe bei mindestens 50% von dem was ihr da schreibt nur Bahnhof ABER ich find's klasse, was ihr da treibt. Frag' mich nur ernsthaft: Woher weiss man das alles? Beruflicher Hintergrund? Ausbildung, Studium in der Richtung? Allgemeinwissen ist das doch wohl nicht, oder?
PS. Erinnert mich übrigens streckenweise an Jules VERNE's Erzählung "Die geheimnisvolle Insel" ... |
|
| Nach oben |
|
|
unknown42
Anmeldungsdatum: 02.04.2005
Beiträge: 3095
Wohnort: Chemnitz
|
| Verfasst am: Sa Jan 06, 2007 7:34 pm Titel: |
|
|
| unknown42 hat folgendes geschrieben: | | Als zahntechnische Produkte in den für "Schmuckstücke" benötigten Mengen unbezahlbar, |
An einem missmutigen regnerischen Nachmittag habe ich doch noch was gefunden.... käme dabei auf akzeptable Formkosten von ca. 5 pro Werkstück. Mmmhhh, da das nicht mehr ganz unbezahlbar klingt muss ich mal weitergrübeln. 
| Zitat: | | Allgemeinwissen ist das doch wohl nicht, oder? |
Lieber mike.muc, nicht jeder ist so jung wie Du, tja, früher war halt die Schulbildung noch qualifizierter.... *schmunzel*
Im Ernst: Das internet und die Suchmaschinen sind schon eine tolle Erfindung, früher hätte man alle möglichen Bibliotheken abgeklappert.
Ich kann zwar einen technisch-naturwissenschaftlichen background nicht ganz abstreiten, habe mich aber auch sehr viel in Neuland eingelesen.
Viele Grüße
unknown42 |
|
| Nach oben |
|
|
|
|
Du kannst keine Beiträge in dieses Forum schreiben.
Du kannst auf Beiträge in diesem Forum nicht antworten.
Du kannst deine Beiträge in diesem Forum nicht bearbeiten.
Du kannst deine Beiträge in diesem Forum nicht löschen.
Du kannst an Umfragen in diesem Forum nicht mitmachen.
|
|